









Accessoires pour les alimentations série
Individual designs
Our company engage in on and comprehensively implements individual designs of metal enclosures and power supply units according to the needs, specifications and designs submitted by our clients. The purpose for carrying out individual designs is to ensure client’s maximum satisfaction. Therefore, the rule we have approved as the basis of our activity is to meet our clients’ requirements so that they are fully satisfied with the product and contact with our company. As far as individual products are concerned, we are able to use various types of solutions.
Production capabilities - 360° visualization


































































Conception des boitiers
Autodesk Inventor
conception 3D
3D PDF Converter
Possibilité de visualisation du projet en PDF en 3D
Autodesk AutoCAD
conception 2D
Préparation au découpage
Conception des alimentations - hardware / software
Altium Designer
Conception de l’équipement
Eclipse
Programmation software
Microsoft Visual Studio
Programmation software
Le découpage industriel
Nous disposons d’un parc des machines bien développé, équipé entre autre de découpeuses numérique permettant le découpage des constructions compliquées dans toute sorte des tôles, selon les préférences de client. Parmi les tôles, nous travaillons:
tôle en acier - 0,7mm ÷ 1,5mm
tôle galvanisée - 0,7mm ÷ 1,5mm
tôle aluminium - 1mm ÷ 1,5mm
tôle d’étain - 0,5mm (pour les écrans)
Couleurs
blanc RAL9003
blanc - structure RAL 9003
gris - structure RAL 7035
beige - structure RAL 1001
rouge - structure RAL 3001
noir - structure RAL 9005
d’autres couleurs sont disponibles par commande
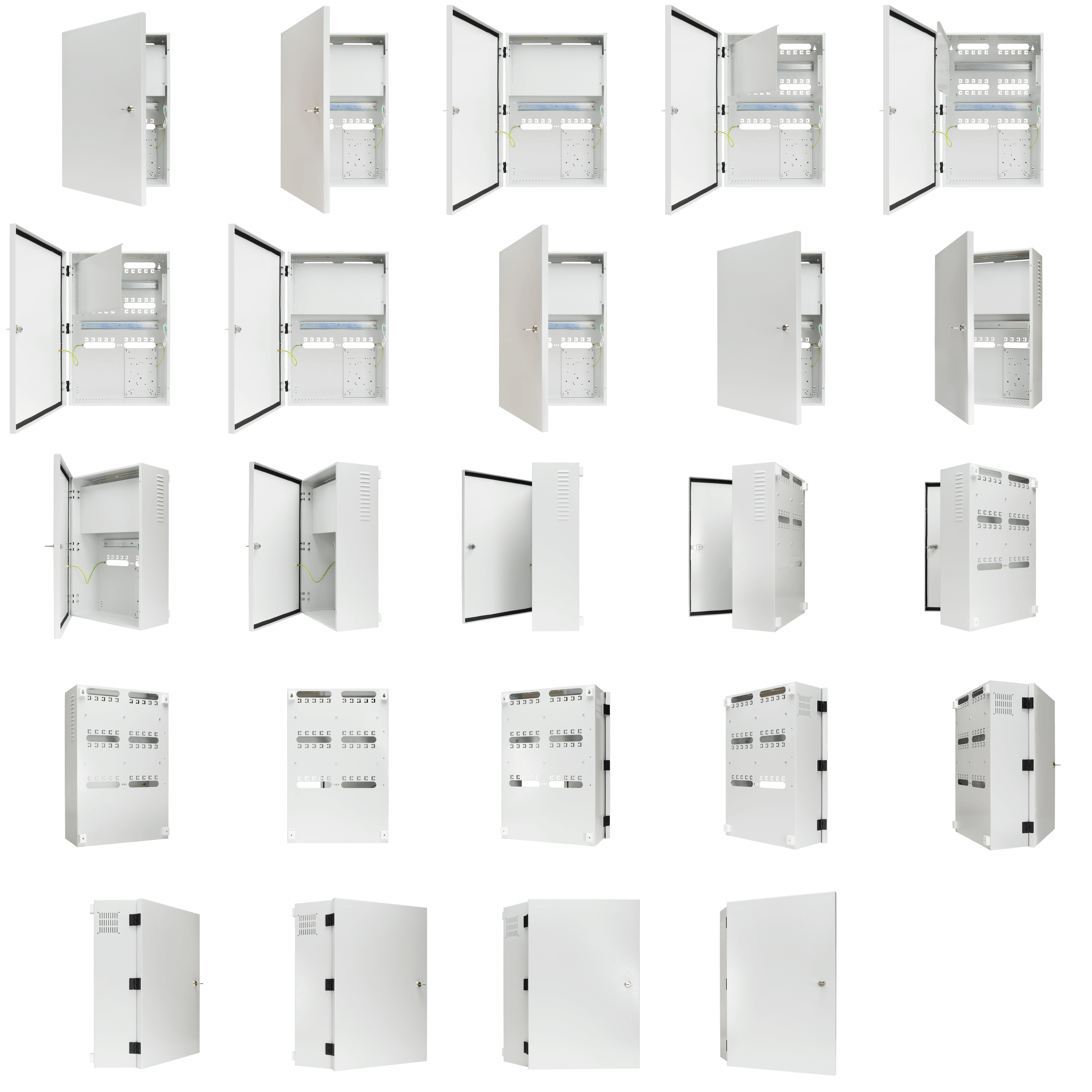
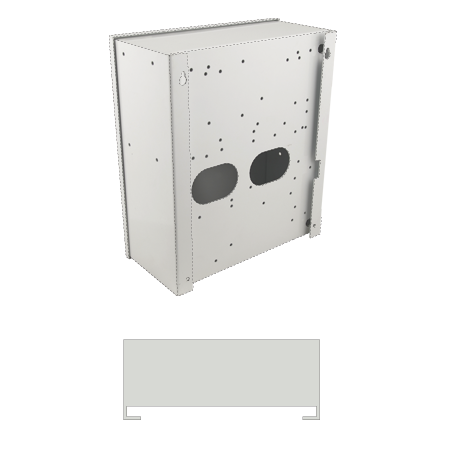
Construction des boîtiers
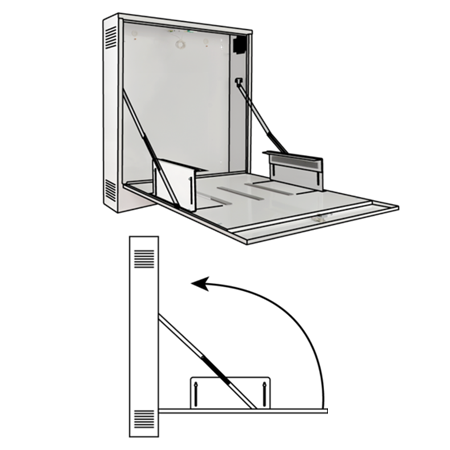
boîtier type armoire ”KO-1”
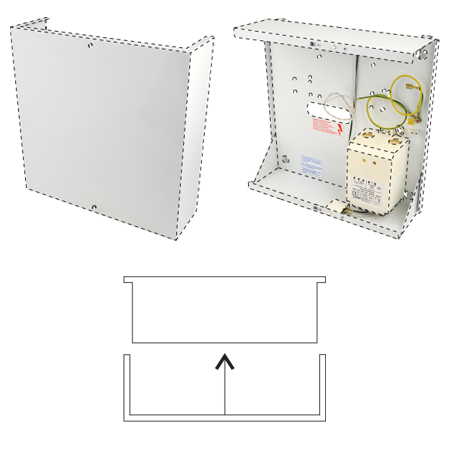
boîtier à couvercle ”KO-2”
boîtier à couvercle ”KO-3”
boîtier à couvercle plat ”KO-4”
boîtier à couvercle fermé ”KO-5”
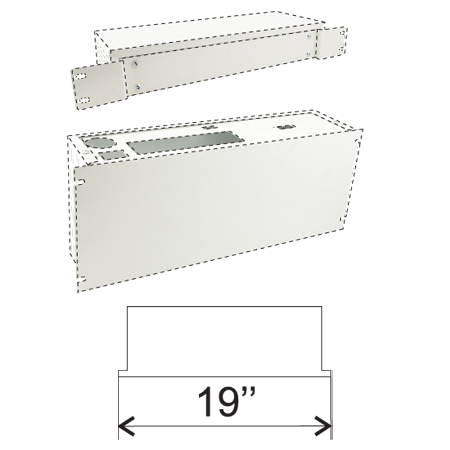
boîtier type RACK 19″ ”KO-6”
boîtier à couvercle ”KO-7”
boîtier d’encastrement ”KO-8”
”KO-9”
Du type à superposition RACK19" ”KO-10”
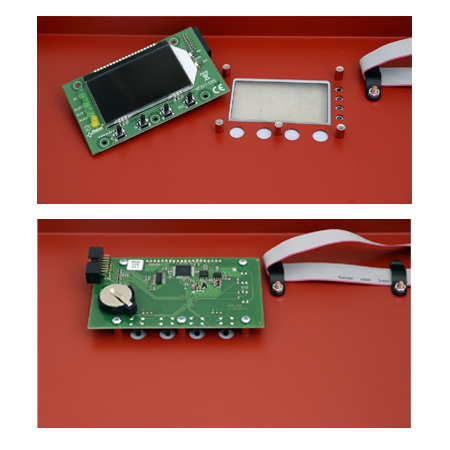
Possibilités d’adaptation de la face avant du boitier
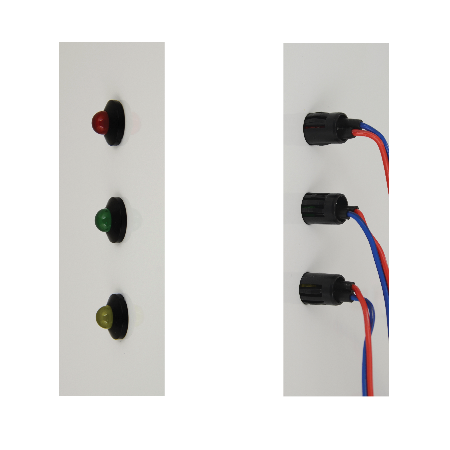
ouvertures pour micro-interrupteurs, diodes, affichage LED et LCD
douilles LED
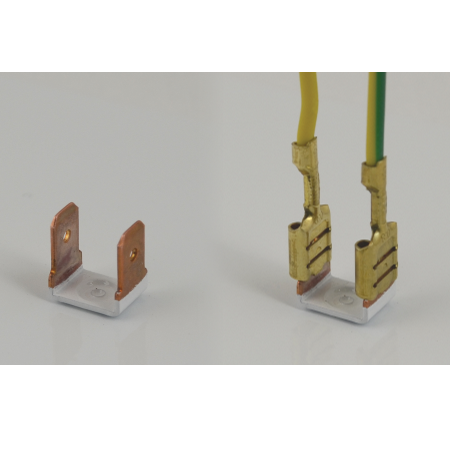
fil de terre singulier type ”UZ-1”
fil de terre double type ”UZ-2
fil de terre (œillets de câble M4, M6) type ”UZ-3”
ouvertures/perforations
impressions sur la face avant du boîtier en différentes couleurs selon RAL
autocollants
autocollants 3D
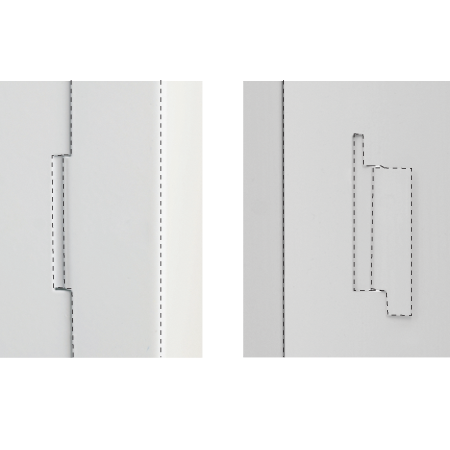
Charnières
type MC-1 charnières démontables
type MC-2 charnières démontables cachées
type MC-4 charnières fixées par des rivets
type MC-5 charnières vissées
type MC-6 charnières retirables avec resort
Les possibilités de fermeture de la face avant du boîtier
type ZC-1 vissé en haut et de coté
type ZC-2 vissé du côte frontal (Clipko M3, M4)
type ZC-3 serrure métal avec clé
type ZC-4 serrure plastique sans clé
type ZC-5 serrure plastique avec clé
Espaceur entre le boîtier et le mur
espaceur en métal
5mm type DS-1A
espaceur en plastique
11mm type DS-1B
espaceur en plastique
8mm type DS-2A
espaceur en plastique
14mm type DS-2B
espaceur en plastique
14mm type DS-2C
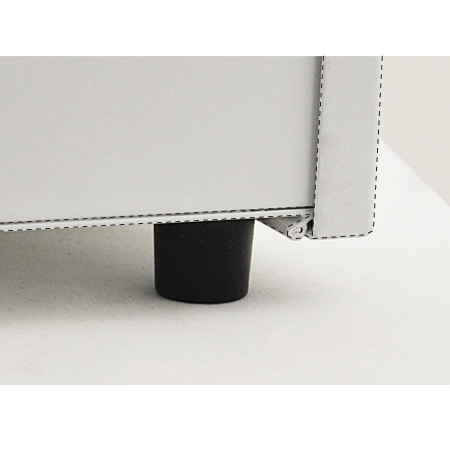
pieds protégés
type DS-3
espaceur en plastique forme de ”larme” – 8mm
type DS-4A
espaceur en plastique forme de ”larme” – 14mm
type DS-4B
espaceur en métal forme de ”larme” – 5mm
type DS-5
espaceur en métal, rail
type DS-6
espaceur en métal, rail
type DS-7
espaceur en métal 10mm
type DS-8A
espaceur en métal 10mm
type DS-8B
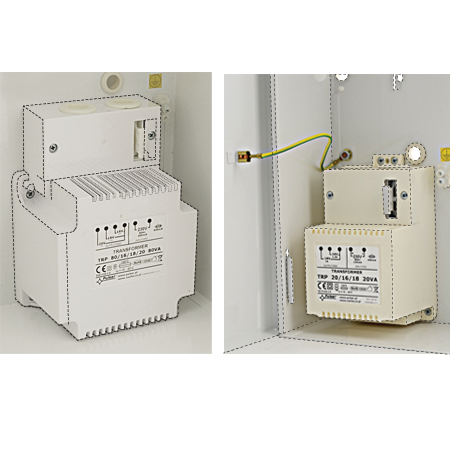
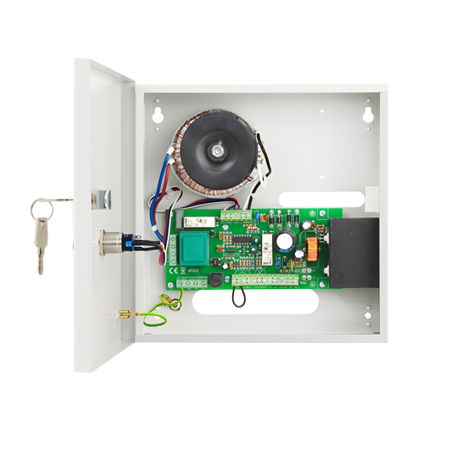
Equipment des boîtiers
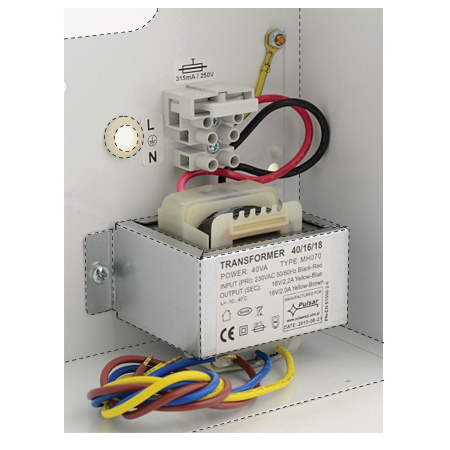
transformateur série TRP - IP30
transformateur série TRZ - IP43
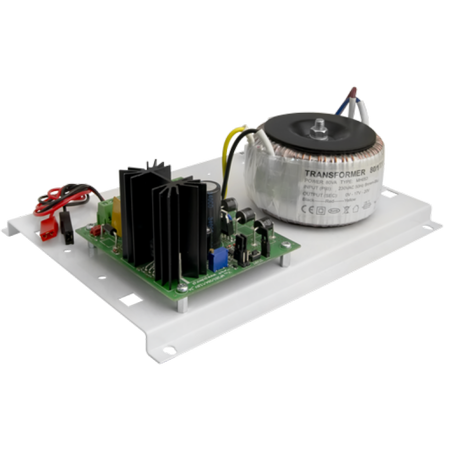
transformateur série TOR
transformateur série EI
Les alimentations
Open frame
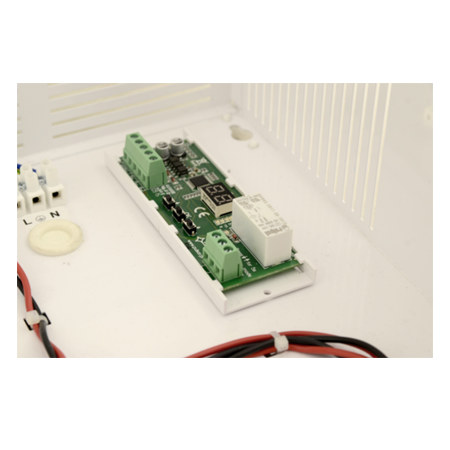
modules éléctroniques
Les alimentations
équipées en barrette DIN
MEAN WELL Company
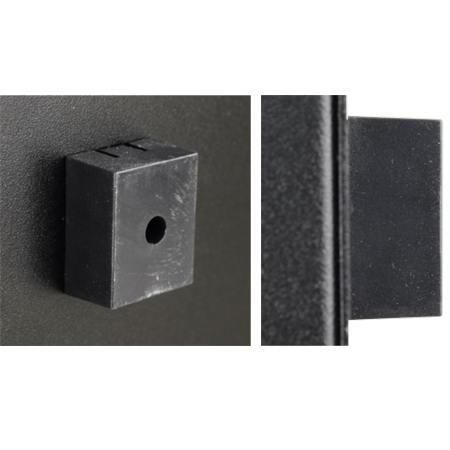
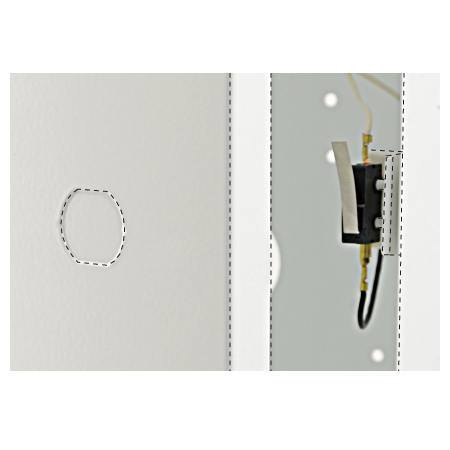
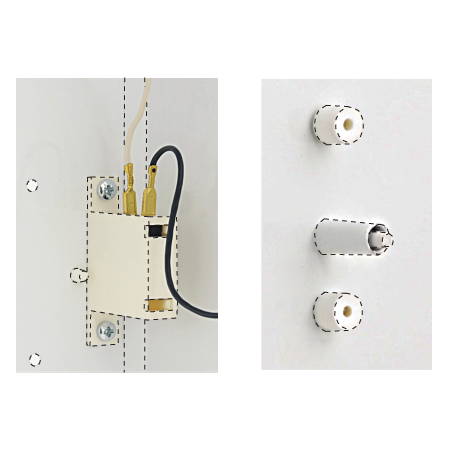
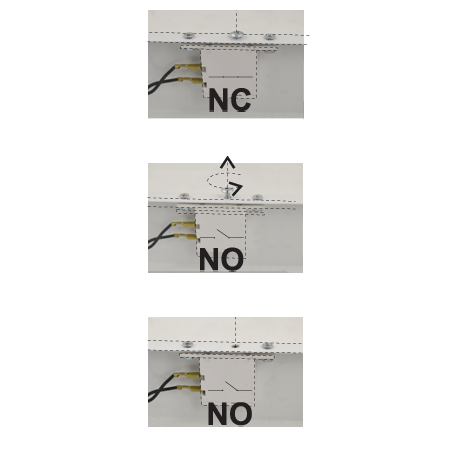
tamper - autoprotection
à l'ouverture
type TP-1
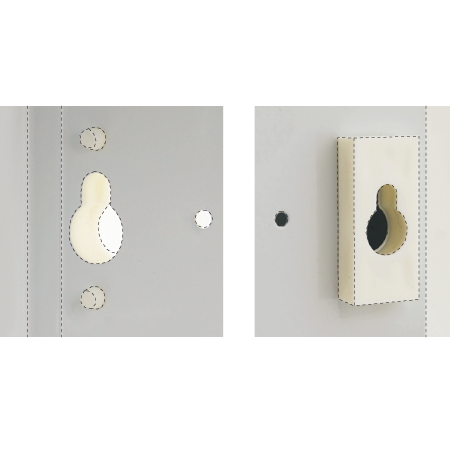
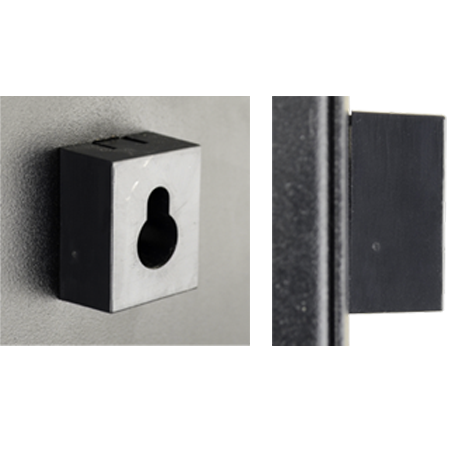
tamper - autoprotection
à l'ouverture type TP-2
tamper - autoprotection
à l'arrachement
couverture en métal type TP-3
tamper - autoprotection
à l'arrachement
couverture en plastique type TP-4
tamper - autoprotection
type TP-5
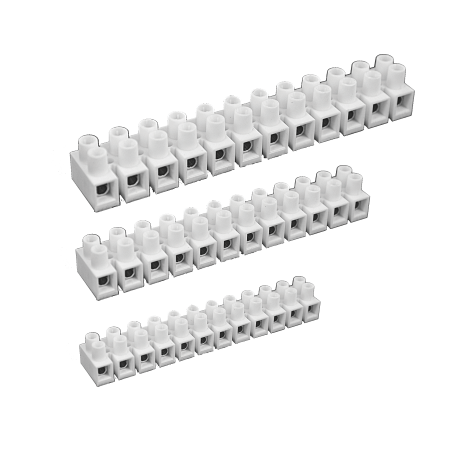
bornier sectionn. 12x 2,5 / 4 / 6 mm2
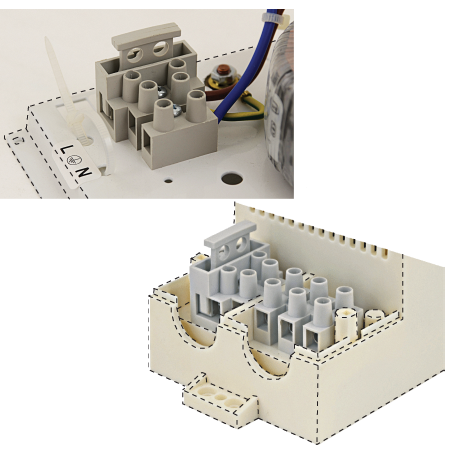
boîte de jonction 3 et 5-places avec fusible
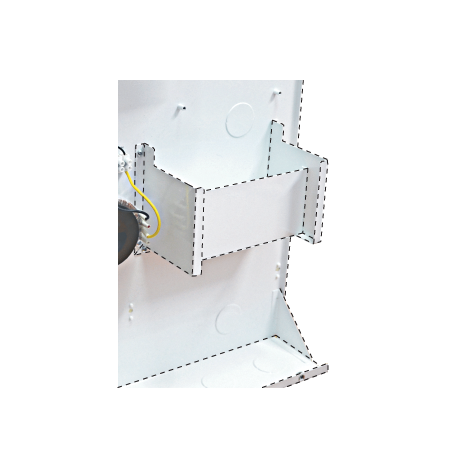
supports fixes
plaque de montage sur les charnières
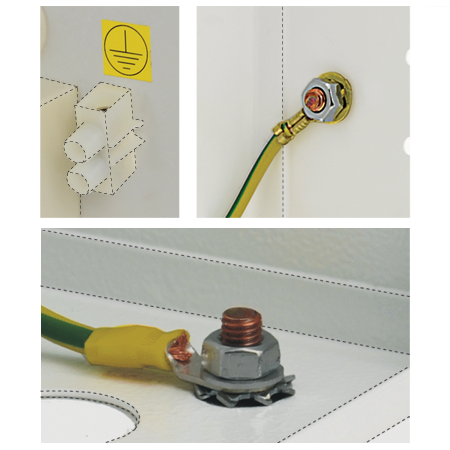
mise à terre du boîtier
passage de câblage
Mocowanie wyposażenia
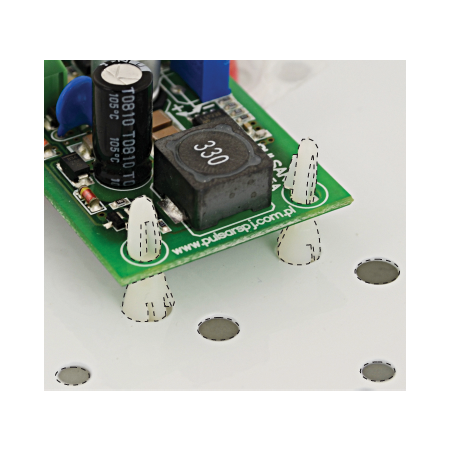
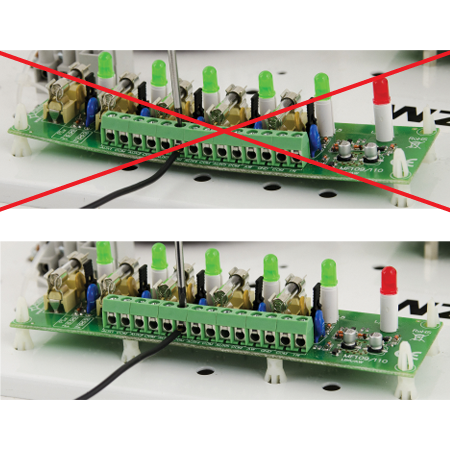
ouvertures + tourillons
support PCB
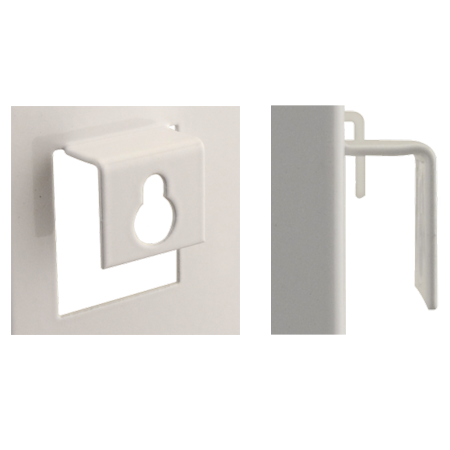
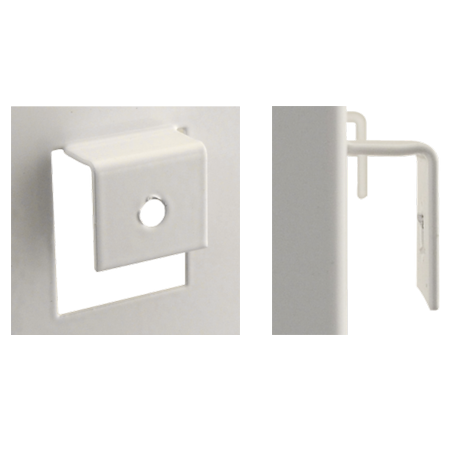
crochets
montage sur les glissières verticales GE
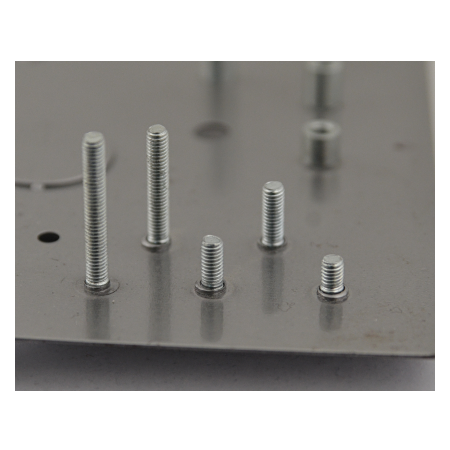
goupilles taraudées – FH
goupilles taraudées – ST
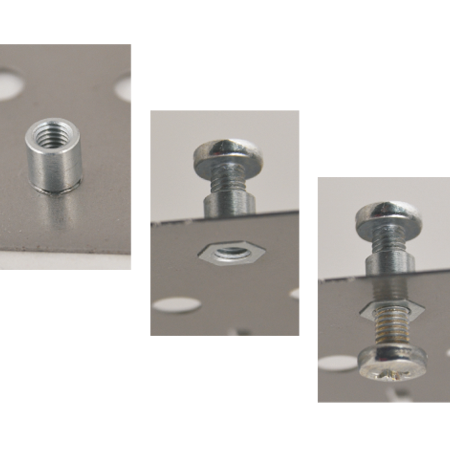
filets SMPS
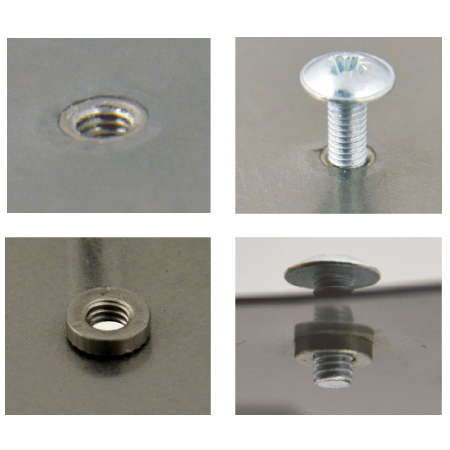
manchons taraudés fermés - BSO
manchons taraudés ouverts - SO
manchons taraudés – ST
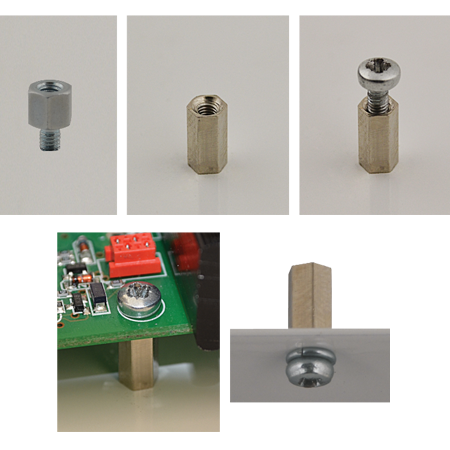
goupilles PCB en plastique
manchons vissés, hexagonaux M3x10
passage des câbles
passage des câbles
suspension type RACK
rail DIN vissée
montage sur support
sur la plaque de montage
montage sur le côté
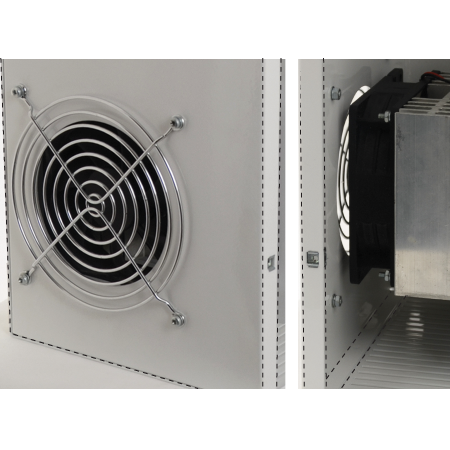
Ventilation
„fentes de ventilations” – type WT-1
de rectangulaire – type WT-2
protection de ventilateur – type WT-3
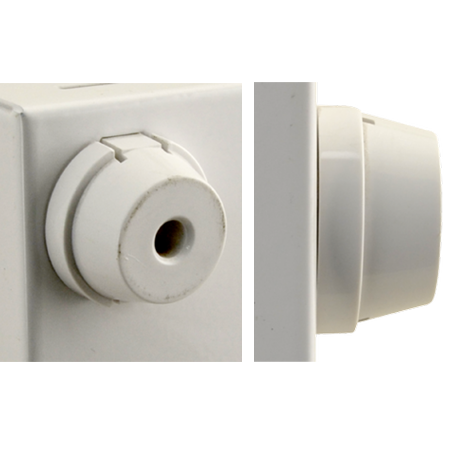
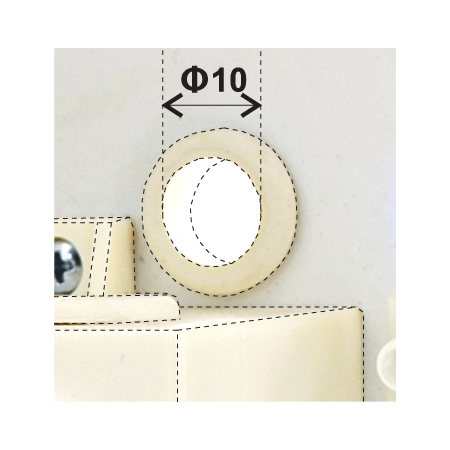
Mise en place des câbles
presse-étoupes en caoutchouc Ø10
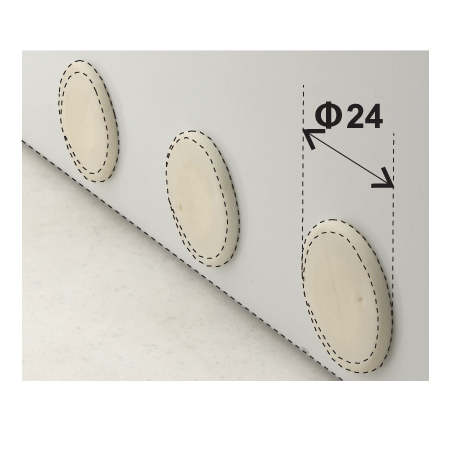
presse-étoupes en caoutchouc fermé Ø24
presse-étoupes IP68, M20, M16, M12
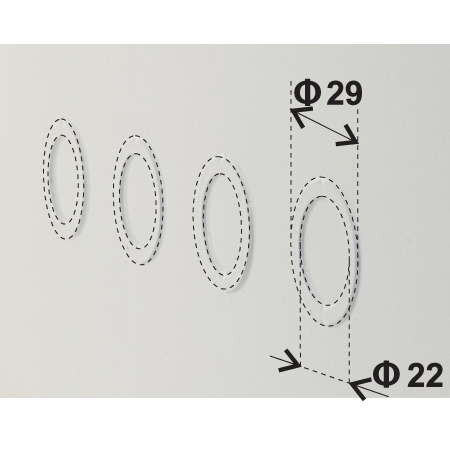
trous pré-perforés à défoncer Ø29/22
trous pré-perforés à défoncer, ronds
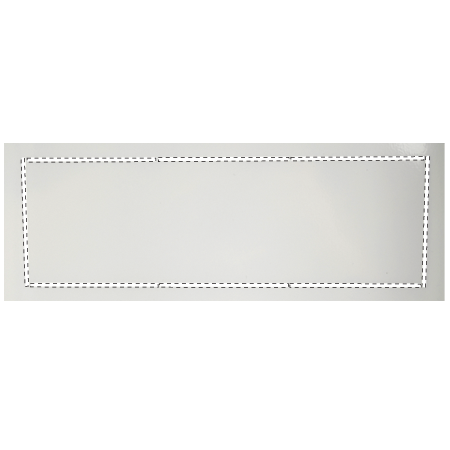
trous pré-perforés à défoncer, rectangulaires
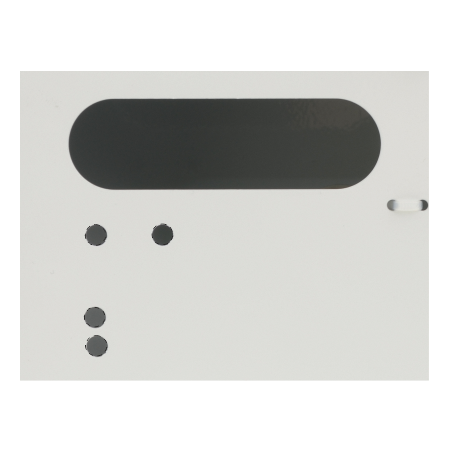
Perforation / Emboutissage
ouvertures en forme de cercle, de rectangulaire
d’ellipse
autres
autres
perforations / extrusions
perforations pour presse - etoupes
perforations pour serrure
perforations pour antenne GSM
symbole de prise de terre
noms et numéros
logo
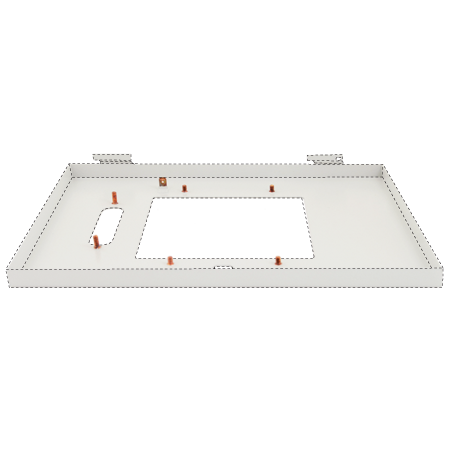
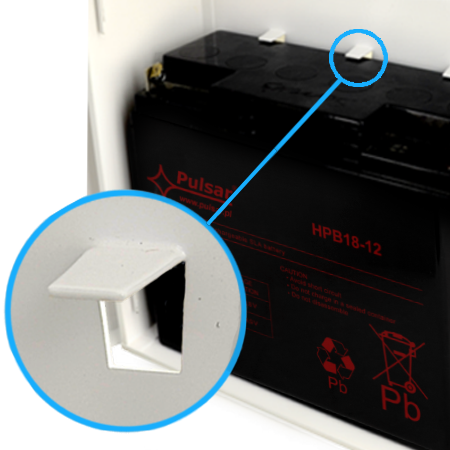
Ouvertures destinées aux attaches
Trous pré perforés à défoncer destinés aux attaches
Trous pré perforés à défoncer de limitation
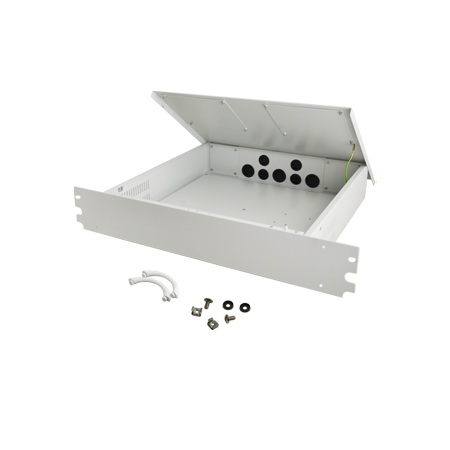
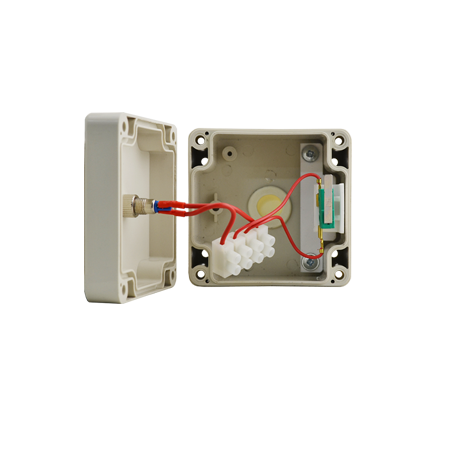
Exemples des boitiers
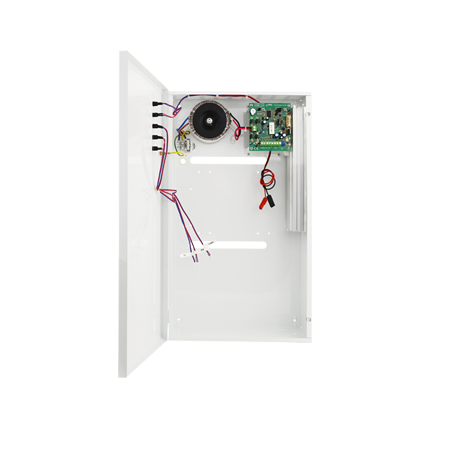
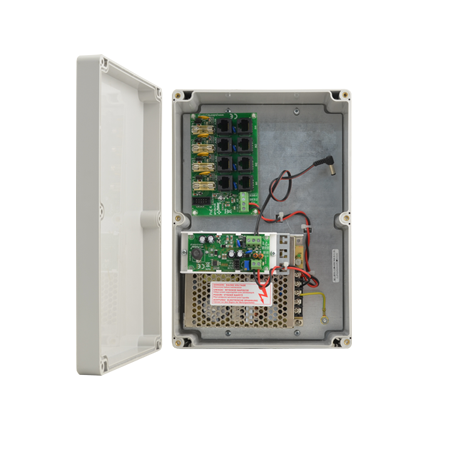
Exemples des alimentations
See how our products are made
Welcome to our website about the production of electronics and enclosures. Custom projects of electronics design, installation and comprehensive production of electronic devices (OEM and ODM). Our professional customer service has earned us the trust of customers in Poland and abroad. We are pleased to invite you to cooperate with our company.
Loading...
1. Designing

2. Automatic Screen Printer
3. Automatic SMD

4. Tunnel furnace

5. Through-hole technology

6. Soldering unit

7. Wire processing
8. The production of transformers

9. Electronics
10. EMC Laboratory
11. Temperature test chamber
12. obudowy
13. Screen printing

14. Injection molding machines

15. 3D printer

16. Electronics assembly

17. Storage and Shipping
1. Designing
Our engineering staff designs complex electronic products. The design process involves many stages, of which the most important include the development of a schema, designing a PCB circuit (taking into account EMC requirements) and functional, thermal, and EMC testing. The design process is also based on integrated development environments, providing support in processor systems engineering and software design. We also offer technical advice, custom projects and professional service.
2. Automatic Screen Printer
The first step on the SMT (surface mount technology) assembly line is applying solder paste and/or glue on printed circuit boards. This process is carried out using the SR3100 screen printer manufactured by TWS Automation. Precise steel mesh along with the measurement of reference points allows the accurate adjustment of the position of the screen in relation to the PCB. The automated process for applying solder paste allows uniform coating of soldering points which is reflected in the quality of solders.
3. Automatic SMD
We offer professional mounting of SMD on printed circuit boards. The process is performed with the use of the modern, precise and highly efficient SAMSUNG SM482 SMD machine. The use of high-quality machine, strict production procedures, and our senior technicians guarantee the quality of our services. SMD or Surface Mount Electronic Components are placed in special containers, picked up from the feeders/tray by a system of nozzles and then placed on the appropriate pads on the PCB. The vision system allows to place individual components on the appropriate pads on the PCB with high precision. The minimum size of the components is 0402 (a rectangle of 1. 0mm x 0.5mm). The machine's performance reaches up to 28 000 SMD components per hour.
4. Tunnel furnace
The 1707 Mark III Series - SMT Reflow Oven is an essential element of SMT lines. It is a modern, convection tunnel klin with 7 heating zones. The solder paste is heated and melted in different zones of the furnace. In addition, loads (stresses) on the solders (SMD soldered to PCB pads) are also reduced. Conveyor System transporting PCB in the oven guarantees full control over the soldering process and process repeatability for each PCB.
5. Through-hole technology
In Through-Hole Technology, leads are soldered manually at individual workstations. It requires the appropriate assembly of components, iincluding: electrolytic capacitors, coils, inductors, diodes, and transistors with heatsinks. Then, wave soldering is used to soldering through-hole components on the bottom of PCB.
6. Soldering unit
PCBs are sent to a modern soldering unit by ATF. Then, the tin-plating of printed circuit boards and soldering through-hole components (through-hole technology – THT) on the bottom of PCBs, is performed. This leads to lead-free soldering in a nitrogen atmosphere. The use of nitrogen reduces oxidation and improves the quality of soldering. 90% of the soldering process is performed automatically, the remaining 10% is additional manual soldering.
7. Wire processing
The Gamma 263 S crimping machine by KOMAX enables fully automatic wire processing. The device precisely cuts wires to a desired length and allows one and two-sided crimping. The maximum cross-section of the processed cable is up to 4mm2 with cable lengths from 4 cm to 20 m. Full control of the quality of the crimped connector is ensured by the certified Universal Tester Model CT 50 by MAV PRÜFTECHNIK for tensile strength measurements. Indication range: 0-500 N.
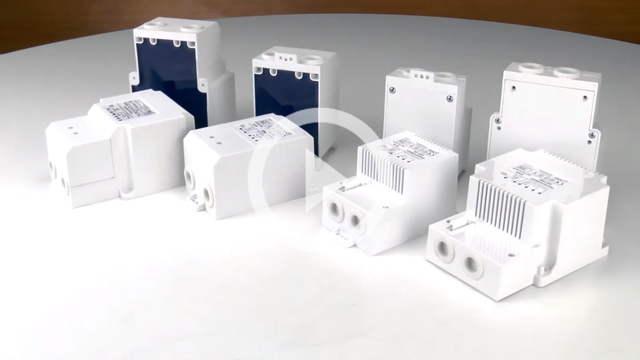
8. The production of transformers
Our company offers transformers of the following series: T (IP43), TRP (IP30), TOR, and EI with power ranging from 20 VA to 300 VA. Transformer enclosures (TRZ, TRP) are made of PC/ABS, UL 94 V-0 class. Transformers of the TRZ series, cast epoxy resin, IP43 protection class. In the final stage of the production process, transformers undergo a number of tests. These include, among others, high-voltage AC dielectric test and DC insulation resistance measurement using the certified MI 2094 CE Multitester by METREL.
9. Electronics
The next step in the production process is programming and testing of electronics. Firmware is uploaded to the module (microprocessor) and - after the calibration - electrical and software parameters and protection circuits are being tested. Properly selected test procedures guarantee that every electronics module leaving the production line has the same performance characteristics.
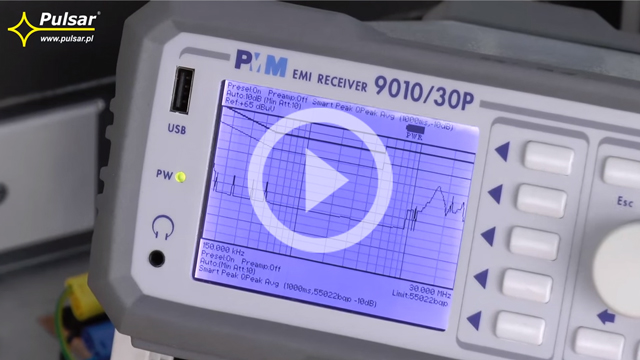
10. EMC Laboratory
The company owns and operates its own professional EMC laboratory. It allows - at the design stage or after completion of the works - to conduct research in the following areas:
- The measurement of conducted disturbances
- The Measurement of Harmonic Current
- Electrical fast transient/burst immunity test
- Electric and Magnetic Field Coupling to PCB
- and others
The company's ability to carry out immediate tests significantly shortens the process of designing electronic devices.
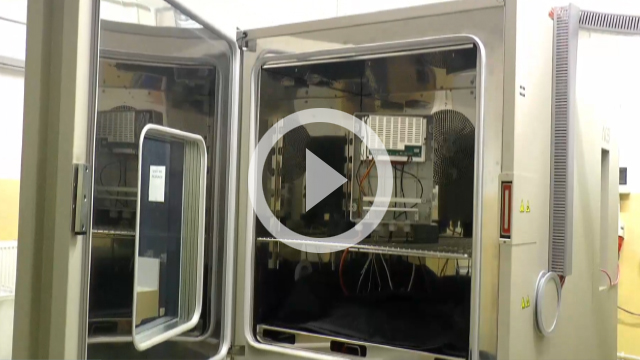
11. Temperature test chamber
12. obudowy
Production of enclosures is based on metal processing, starting from a clean sheet to packaging the final product. The company has the following departments: CNC Punching Department, Press Brake Department, Powder Coating Shop, and other departments supporting the production process. Control at every stage of manufacturing process, including design, cutting, crimping, or powder coating is the breason why all of our products are fully functional and free of defects. More than 20 years of experience and high-quality machinery allow us to meet the expectations of the most demanding customers.
13. Screen printing
The Pulsar Company offer custom graphics and screen printing on our products. The most commonly used method is screen printing, a printing technique whereby a mesh is used to transfer ink onto a substrate. Screen printing is also a stencil method of print making in which a design is imposed on a screen of polyester which is extremely durable and resistant to scratching.
14. Injection molding machines
Using injection molding machines by ARBURG, our company produces a whole range of plastics used for the production of electronics and housings. Injection molding machines along with a number of injection molds allows to produce spacers, mounting strips, and transformer enclosures.
15. 3D printer
16. Electronics assembly
Using injection molding machines by ARBURG, our company produces a whole range of plastics used for the production of electronics and housings. Injection molding machines along with a number of injection molds allows to produce spacers, mounting strips, and transformer enclosures.
17. Storage and Shipping
Production area, warehouses, and offices of our company cover an area of over 5000m2. Proper storage and packaging of products allows their adequate protection during transport. The vast majority of shipments is carried out by external professional transport companies. Compliance with the guidelines of the shipping company concerning the preparation of parcels and pallets allows for safe transport to our customers.
Loading...

1. Designing enclosures

2. Punching machines
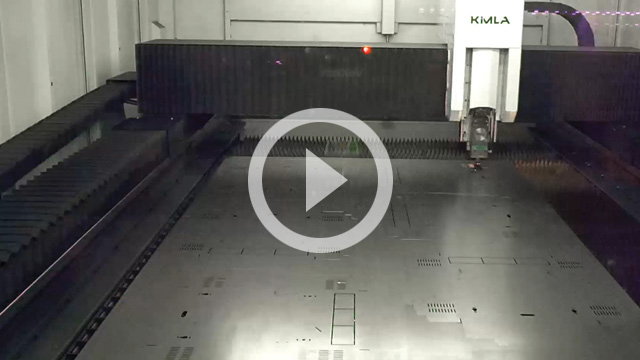
3. Laser

4. Hydraulic press
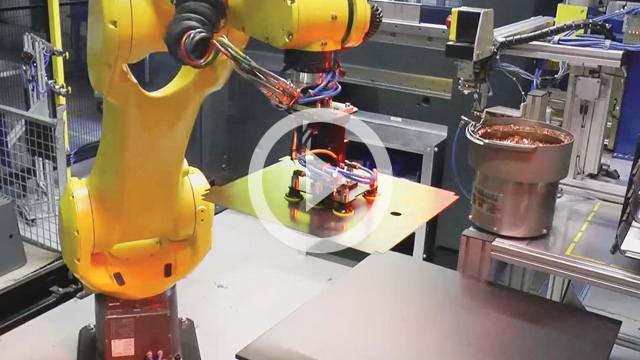
5. Robot

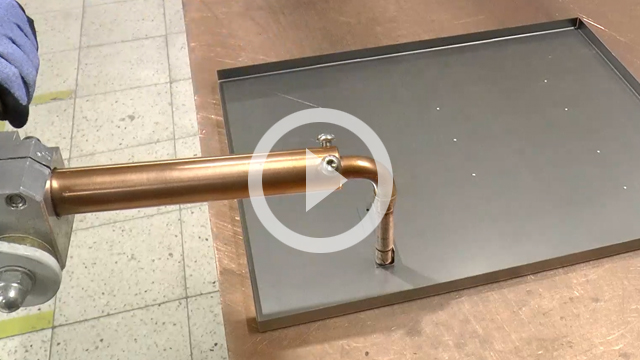
6. Electric resistance welding
Arc welding
7. Welding machine
8. Semi-automatic spot-welding machine for the production of metal enclosures
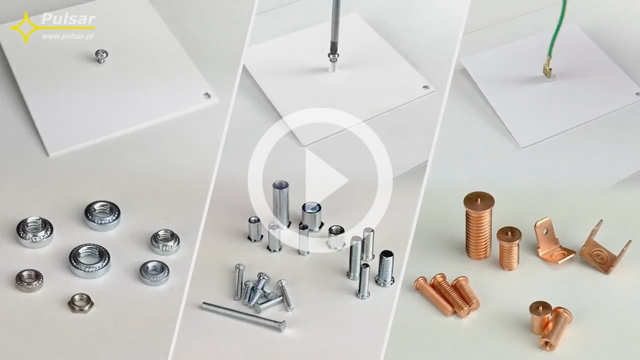
9. The production of SMPS connectors
10. Powder coating

11. Semi-automatic powder coating line
12. Screen printing
13. Injection molding machines
14. 3D printer
15. The production of transformers
16. Wire processing
17. Mounting of enclosures

18. Tests
19. Storage and Shipping
1. Designing enclosures
Our engineering staff designs enclosures and housings for power supply units. The advanced software allows precise design of individual housing parts. The prototype is tested and modified several times before the product goes into mass production. We also offer technical advice, custom projects and professional service. We are using the following software:
- Autodesk Inventor - 3D Design
- Autodesk AutoCAD - 2D design - preparation for punching
- 3D PDF Converter - a 3D pdf of the project
In the case of already designed enclosure, we accept the following file types: .dwg, .dxf, .step, .ipt, and .iam.
2. Punching machines
Finished enclosure projects are punched by CNC punching machines. These are cutting down the desired forms from metal sheets. Punching machines automatically move sheets, punching various kinds of holes, including: rectangle, circle, ellipse, and others - depending on the needs. The device also allows to punch pre-embossed openings by simultaneously cutting the desired shape and and embossing the sheet. In addition, there is the possibility of stamping serial numbers / names / symbols / logos on a given part of the enclosure. The use of CNC punching machines ensiures precise cutting and repeatability of elements.
3. Laser
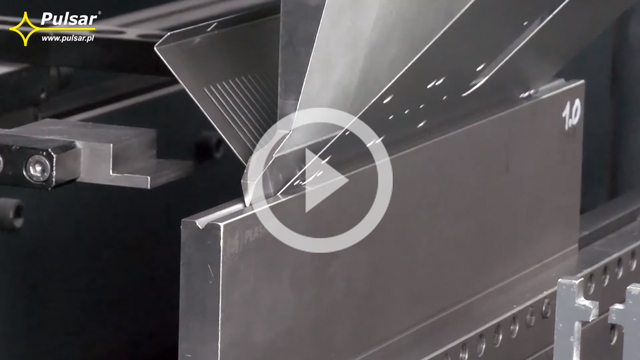
4. Hydraulic press
The high quality and repeatability of our products is guaratnteed by the use of professional press brakes by SAFAN DARLEY. Their accuracy allows us to faithfully reproduce the project in the actual product. Their versatility allows the processing of sheets with a thickness of 0.5 ÷ 3 mm and lengths of up to 1.6 m. Simple operation allows to obtain high quality and repeatability of each designed element.
5. Robot
6. Electric resistance welding
Arc welding
Depending on the enclosure type and its operation conditions, different processes for welding and joining materials are being used. Welding and fusion welding are the most commonly used metods in our company. In the first case,work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by a high electric current flowing through the contact area of the weld. When the current is stopped, the molten metal solidifies under pressure. Meanwhile, Arc welding is a type of welding that uses a welding power supply to create an electric arc between an electrode and the base material to melt the metals at the welding point. The vast majority of enclosures is produced with use of Electric resistance welding due to lower costs and time involved.
7. Welding machine
8. Semi-automatic spot-welding machine for the production of metal enclosures
We use semi-automatic spot-welding machines for the production of metal enclosures at Pulsar. The welding process takes place by concentrating heat and pressure in a small area. The first electrode is placed on the worktable, the second is, spot electrode, placed on a movable arm. As a result of the point pressure and the flow of an appropriately selected current, two sheets of metal are permanently connected together. This method has many advantages, including that it can be used to weld different types of metals and their thicknesses. The presented welding machine is one of several used in Pulsar's production lines. The selection of the appropriate one is related to the design of the enclosure to be made.
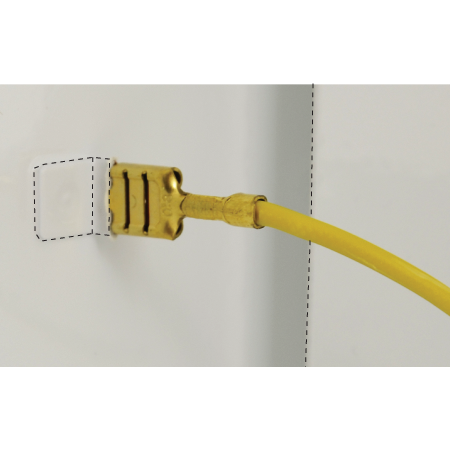
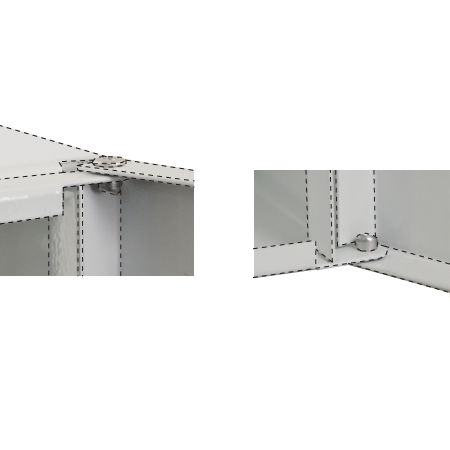
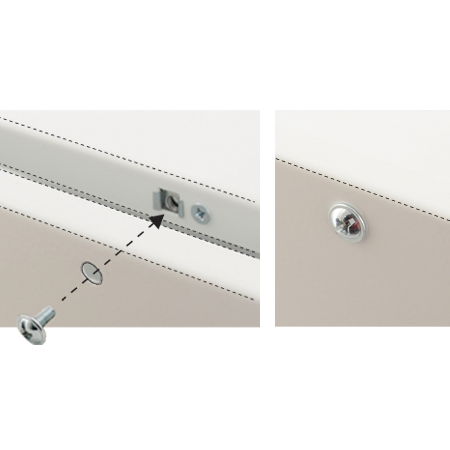
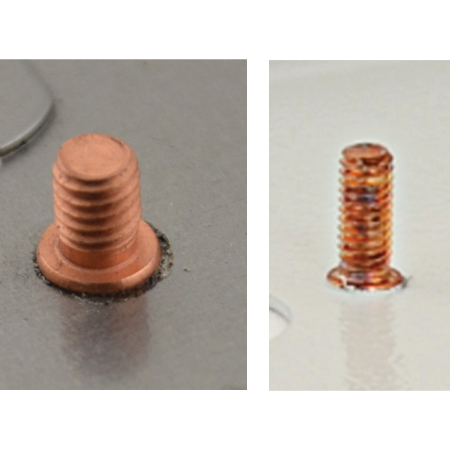
9. The production of SMPS connectors
We have dedicated equipment for the connection of small threaded pins, bushings or connectors. Bushings mounted in metal are automatically administered into the device and pressed with adequate pressure. In the case of grounding connectors, they are welded to steel sheets. These connections are durable and aesthetic, can be used to mount the PCB elecctronic modules in enclosures, for detachable connections of two steel elements or for grounding of housings or power supply units.
10. Powder coating
Before powder coating, the enclosures undergo a series of processes for the proper preparation of the surface. These include, among others, cleaning and protecting the surface with use of dedicated chemical solutions in ultrasonic baths. The next step is the protection of connectors and grounding terminals against painting. The painting process is performed in special ventilated booths using dedicated equipment suitable for powder coating. The final step is curing in an appropriate oven resulting in a durable and aesthetic coating. Several housings from each production batch are checked for the quality of the painted surface and paint thickness.
11. Semi-automatic powder coating line
Enclosure painting process at Pulsar takes place semi-automatically. The enclosures with properly prepared surface (free of dirt, dry and chemically protected against corrosion) are placed on a line in constant motion. Painting is performed automatically by moving arms of an industrial robot armed with a spray gun. The electrostatically charged powder reach successfully also the most inaccessible areas of the surface to be painted. The enclosures with applied powder are placed in an automatic tunnel oven, where after an appropriate heat treatment time, the surface acquires the appropriate properties, including colour or mechanical properties, depending on used paint. Powder coating is a popular finishing method for metal enclosures due to its durability and effectiveness.
12. Screen printing
The Pulsar Company offer custom graphics and screen printing on our products. The most commonly used method is screen printing, a printing technique whereby a mesh is used to transfer ink onto a substrate. Screen printing is also a stencil method of print making in which a design is imposed on a screen of polyester which is extremely durable and resistant to scratching.
13. Injection molding machines
Using injection molding machines by ARBURG, our company produces a whole range of plastics used for the production of electronics and housings. Injection molding machines along with a number of injection molds allows to produce spacers, mounting strips, and transformer enclosures.
14. 3D printer
15. The production of transformers
Our company offers transformers of the following series: T (IP43), TRP (IP30), TOR, and EI with power ranging from 20 VA to 300 VA. Transformer enclosures (TRZ, TRP) are made of PC/ABS, UL 94 V-0 class. Transformers of the TRZ series, cast epoxy resin, IP43 protection class. In the final stage of the production process, transformers undergo a number of tests. These include, among others, high-voltage AC dielectric test and DC insulation resistance measurement using the certified MI 2094 CE Multitester by METREL.
16. Wire processing
The Gamma 263 S crimping machine by KOMAX enables fully automatic wire processing. The device precisely cuts wires to a desired length and allows one and two-sided crimping. The maximum cross-section of the processed cable is up to 4mm2 with cable lengths from 4 cm to 20 m. Full control of the quality of the crimped connector is ensured by the certified Universal Tester Model CT 50 by MAV PRÜFTECHNIK for tensile strength measurements. Indication range: 0-500 N.
17. Mounting of enclosures
The last stage of the production process of enclosures is the assembly line. At this stage, the product is finally assembled, tested and packaged. The ISO 9001:2008 quality management certificate is a guarantee that our customers receive fully functional and high quality products.
18. Tests
Metal sheet parameters, the weld strength, the thickness of paint coating, the grounding, and connector clamps are checked at every stage of the production of metal enclosures. The implementation of this type of control at each stage of the production process allows us to offer a 100% Customer Satisfaction Guarantee.
19. Storage and Shipping
Production area, warehouses, and offices of our company cover an area of over 5000m2. Proper storage and packaging of products allows their adequate protection during transport. The vast majority of shipments is carried out by external professional transport companies. Compliance with the guidelines of the shipping company concerning the preparation of parcels and pallets allows for safe transport to our customers.
If you're interested, please contact our sales department
Contact